تکامل پرس های پانچ برجک CNC: انقلابی در دقت و کارایی
توضیحات محصولات
معرفی کنید:
در تولید صنعتی، کارایی و دقت کلید موفقیت است.در طول سالها، پیشرفتهای تکنولوژیک نقش کلیدی در دگرگونی تولید داشتهاند.یکی از این نوآوری ها استپرس پانچ برجک CNC(NCTPP)، که فرآیند تولید ورق فلز را متحول کرده است.NCTPP با توانایی خود در ساده سازی فرآیندهای تولید در عین اطمینان از بالاترین دقت، به بخشی جدایی ناپذیر از صنایع مختلف تبدیل شده است.در این وبلاگ، به بررسی تکامل NCTPP خواهیم پرداخت و تأثیر آن بر تولید مدرن را بررسی خواهیم کرد.
ظهور پرس پانچ برجک CNC:
مفهوم کنترل عددی (NC) در ماشینکاری را می توان به اواسط قرن بیستم ردیابی کرد.عملکرد دستی ماشین ها به تدریج با اتوماسیون کنترل شده توسط کامپیوتر جایگزین شد و امکان دقت و تکرار بیشتر را فراهم کرد.پرس های پانچ برجکی که برای سوراخ کردن ورق های فلزی مورد استفاده قرار می گیرند، جزو اولین ماشین هایی بودند که از فناوری CNC استفاده کردند.این نشان دهنده تولد پرس پانچ برجک CNC بود.
مشخصات محصولات
| مدل و پیکربندی | |||
| مدل | WSD30422AI | NC2510NT | WSD-S2030NT |
| سیستم CNC | FANUC Oi—PF | FANUC Oi—PF | Treo، انگلستان |
| سکته مغزی (میلی متر) | 37 | 37 | 32 |
| دقت موقعیت یابی (میلی متر) | 0.05 ± | 0.05 ± | 0.05 ± |
| دقت تغییر موقعیت (mm) | 0.03 ± | 0.03 ± | 0.03 ± |
| ضربه محور X (mm) | 2500 | 2500 | 2500 |
| سکته مغزی محور Y (mm | 1250/1500/2000 | 1250/1500/2000 | 1250/1500/2000 |
| اندازه ورق پردازش (یک موقعیت) (میلی متر) | 2500*1250/1500/2000 | 2500*1250/1500/2000 | 2500*1250/1500/2000 |
| حداکثرضخامت پردازش (میلی متر) | 3.2 | 3.2 | 3.2 |
| حداکثر وزن ورق (کیلوگرم) | 150 | 150 | 150 |
| حداکثر سرعت حرکت محور X (میلیمتر) | 120 | 120 | 120 |
| حداکثر سرعت حرکت محور Y (میلیمتر) | 80 | 80 | 80 |
| حداکثر ضربه پانچ با سرعت 25 میلی متر و ضربه 4 میلی متر (hpm | X:360 Y:360 | X:360Y:360 | X:400Y:350 |
| گام 5 میلی متر 4 میلی متر سرعت مهر زنی (hpm) | 500 | 500 | 500 |
| حداکثر فرکانس پانچ (cpm) | 920 | 920 | 1900 |
| حداکثر قطر پانچ (میلی متر) | 88.9 | 88.9 | 88.9 |
| ایستگاه کاری | 42 | 30 | 30 |
| گیره | 3 | 3 | 3 |
| تعداد محورهای قابل کنترل | 5 | 5 | 5 |
| نیاز برق | 3 فاز 380V50HZ 46KVA | 3 فاز 380V50HZ46KVA | 3 فاز 380V50HZ 46KVA |
| ابعاد کلی (I*w*h)mm | 45405200*2160 | 4540*5200*2000 | 6440*5200*2200 |
| وزن دستگاه (تن) | 16 | 14 | 17 |
دقت و تطبیق پذیری را آزاد کنید:
با ادغام کنترل کامپیوتری،پرس پانچ برجک کنترل عددی بسیار دقیق و کارآمد می شود.برنامههای نرمافزاری پیچیده به اپراتورها اجازه میدهند تا طرحها و الگوهای پیچیدهای را ایجاد کنند که سپس بهطور بینقص و سریع توسط ماشینها اجرا میشوند.توانایی دستکاری ابزارهای قابل برنامه ریزی در دوک برجک، انواع عملیات از جمله حفاری، شکل دهی، ضربه زدن و حتی برش لیزری را امکان پذیر می کند.این تطبیق پذیری نیاز به ماشین آلات اضافی را از بین می برد و هزینه ها و زمان تولید را کاهش می دهد.
بهبود بهره وری و مقرون به صرفه بودن:
ظهور NCTPP به طور قابل توجهی بهره وری تولید را بهبود بخشیده است.با کاهش کار دستی، این ماشین ها می توانند به طور مداوم کار کنند و زمان خرابی را به حداقل برسانند و تولید را به حداکثر برسانند.علاوه بر این، اتوماسیون ارائه شده توسط NCTPP خطاها و ضایعات را حذف می کند و امکان تولید مقرون به صرفه را فراهم می کند.کارهایی که زمانی به ساعتها کار یدی نیاز داشتند، اکنون میتوانند در چند دقیقه، با دقت و ثبات بیشتر تکمیل شوند.
ادغام یکپارچه سیستم های CAD/CAM:
ادغام طراحی به کمک کامپیوتر (CAD) و سیستمهای تولید به کمک کامپیوتر (CAM) با NCTPP، فرآیند تولید ورق فلز را بیشتر متحول کرده است.نرمافزار CAD به ایجاد طرحهای پیچیده کمک میکند، که سپس میتوان آنها را به صورت یکپارچه به نرمافزار CAM وارد کرد تا مسیرهای ابزار تولید شود.این مسیرها، هنگامی که به NCTPP وارد میشوند، ماشینها را برای انجام عملیات دقیق بدون دخالت انسان هدایت میکنند و از ثبات و دقت اطمینان حاصل میکنند.
پیشرفت در اتوماسیون:
با ادامه رشد نیازهای تولید، رشد NCTPP متوقف نمی شود.معرفی بازوهای رباتیک و سیستم های تغذیه خودکار کاغذ انقلابی در کارایی و بهره وری این ماشین ها ایجاد کرد.ربات ها به راحتی می توانند صفحات را بارگیری و تخلیه کنند و کار را کاهش دهند و سرعت تولید را افزایش دهند.این پیشرفت های اتوماسیون NCTPP را به یک سیستم تولیدی کارآمد و مستقل تبدیل کرده است.
در نتیجه:
تکامل پرس های پانچ برجک CNC بدون شک باعث تغییر شکل تولید شده است.ادغام کنترل کامپیوتر، دقت، تطبیق پذیری و اتوماسیون آن، فرآیند تولید ورق فلز را به ارتفاعات جدیدی می برد.اکنون تولیدکنندگان میتوانند به طور موثر به تقاضای رو به رشد پاسخ دهند و در عین حال دقت و ثبات بالایی را حفظ کنند.با ادامه پیشرفت فناوری، تصور پیشرفت های آتی که NCTPP در بخش تولید صنعتی به ارمغان خواهد آورد، هیجان انگیز است.
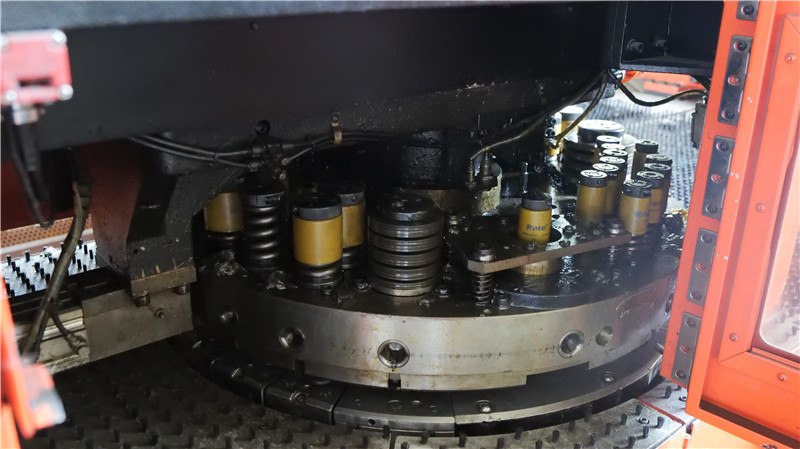
نمایش جزئیات